Previously, we discussed the importance of proper spindle installation. In particular, we reviewed important basic steps — pre-installation inspection, mounting, lubrication hookup, post-installation inspection, and start up/run in.
But there are two steps that we left out of that blog. Not because they’re important, but because they’re the most important. Those steps are balance correction and vibration baselining.
Balance Correction
 Spindles are super-precision components with incredibly precise operating parameters. Testing the balance of a spindle is a good way to help ensure a new spindle is installed and will perform correctly.
Spindles are super-precision components with incredibly precise operating parameters. Testing the balance of a spindle is a good way to help ensure a new spindle is installed and will perform correctly.
While spindles are shipped from manufacturers and repair facilities already carefully balanced, that balance can easily be thrown off by rough handling during shipment or, more commonly, the installation of mounting accessories. Every different mounting accessory you include during a spindle installation will have an impact on the standard balance.
For that reason, you should check the balance of a newly installed spindle as soon as it is properly warmed up. Use a solution such as BalancePro. We developed BalancePro years ago as an iOS app for testing the balance of both one- and two-plane rotating machinery, like spindles. It’s a powerful tool for not only helping you to balance spindles, but for collecting and storing data for a variety of metrics (popover, amplitude, polar plot, and more).
Vibration Baselining
 After your spindle is in balance, the next step is to gather baseline vibration measurements. Vibration measurements are less common but arguably as important, if not more so, as balance correction.
After your spindle is in balance, the next step is to gather baseline vibration measurements. Vibration measurements are less common but arguably as important, if not more so, as balance correction.
As high-velocity instruments, spindles vibrate as a natural part of operation. If you get measurements of your spindle’s standard vibrations immediately after installation, when it’s at its cleanest and most perfectly balanced, you have incredibly valuable baseline numbers to measure future data against.
As you continue to run your CNC and spindle in daily operations, you can take vibration measurements and compare them to your baselines. High-quality vibration measurement equipment can detect minuscule changes in vibration that an unaided human operator could never notice.
This gives you astounding insight into the inner workings of your spindles, providing warnings about developing issues long before they become catastrophic failures. You can save tremendous amounts of money in unexpected repair or replacement costs, all thanks to getting a vibration baseline measurement during installation.
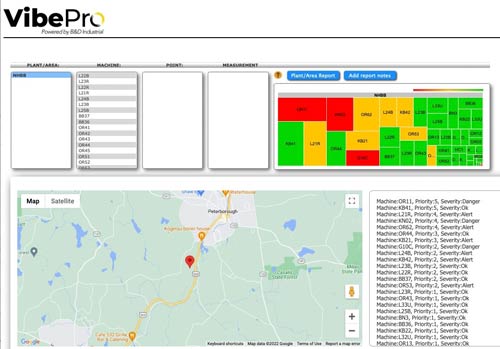
Be sure to use a field-proven solution, such as our VibePro, to collect and record accurate vibration measurements. VibePro is an expansive turnkey spindle monitoring system consisting of discreet three-axis omnidirectional vibration sensors and an expansive iOS app for collecting, storing, analyzing, and sharing vibration data.
Conclusion
While all the steps of a spindle installation are important, balance correction and vibration baselining stand out as particularly so. All of the care you take during mounting is for nothing if you don’t ensure that your spindle is properly balanced at the end. And you’ll be operating virtually in the dark, in regards to your spindle’s health, without baseline vibration measurements.
In short, it’s imperative that you carefully follow all of the steps while installing your spindles — otherwise, you’ll be in for a world of hurt somewhere along the line.

 Spindles are super-precision instruments that require the highest degree of care, handling, and calibration. This means that installation can be rather a complex process.
Spindles are super-precision instruments that require the highest degree of care, handling, and calibration. This means that installation can be rather a complex process. After physically mounting a spindle, the lubrication system must be connected. Ensuring cleanliness of the system is of utmost importance, as there is no filter between the lubricator and the spindle. When connecting a mounted spindle to the lubrication system, consider the following:
After physically mounting a spindle, the lubrication system must be connected. Ensuring cleanliness of the system is of utmost importance, as there is no filter between the lubricator and the spindle. When connecting a mounted spindle to the lubrication system, consider the following:





 Luckily, there is a relatively simple way to get both your production and maintenance teams on the same page, working together to keep production up while simultaneously saving repair and maintenance cost. It’s predictive analysis, paired with cloud-based reporting.
Luckily, there is a relatively simple way to get both your production and maintenance teams on the same page, working together to keep production up while simultaneously saving repair and maintenance cost. It’s predictive analysis, paired with cloud-based reporting. Take a bearing. If one fails and you simply replace it, and never learn the reason it failed, your setting yourself up for more failure and headaches. The cause could be a worn, or undersized, bearing journal, that will continue to cause bearings to fail. Until you rework the journal to specification, you’re just throwing good money after bad, as the saying goes.
Take a bearing. If one fails and you simply replace it, and never learn the reason it failed, your setting yourself up for more failure and headaches. The cause could be a worn, or undersized, bearing journal, that will continue to cause bearings to fail. Until you rework the journal to specification, you’re just throwing good money after bad, as the saying goes. We reached out to Harold Goellner, Product Manager/Senior Engineer at Advanced Machine and Engineering Co., our colleague, and an expert on rotary unions and tool clamping systems. We asked him about the types of scenarios and conditions that impact a rotary union’s usable lifespan. Naturally, the two most important things to a rotary union’s lifespan are the RPMs that the spindle (and therefore the union) operate at, and the through pressure of the coolant.
We reached out to Harold Goellner, Product Manager/Senior Engineer at Advanced Machine and Engineering Co., our colleague, and an expert on rotary unions and tool clamping systems. We asked him about the types of scenarios and conditions that impact a rotary union’s usable lifespan. Naturally, the two most important things to a rotary union’s lifespan are the RPMs that the spindle (and therefore the union) operate at, and the through pressure of the coolant.