A Strategic Move in Predictive Maintenance Solutions
GTI Predictive, a leader in vibration analysis and predictive maintenance technologies, has successfully acquired VibePro from B&D Industrial. This strategic move marks a new chapter for both companies, allowing GTI Predictive to further innovate and expand its renowned VibePro product line. Originally developed by GTI Predictive, VibePro found a temporary home with B&D Industrial, where it continued to evolve in the industrial market. The reacquisition underscores GTI Predictive’s commitment to providing state-of-the-art solutions for industrial asset monitoring, ensuring customers benefit from enhanced features, dedicated support, and the pioneering expertise that the GTI Predictive team brings to the industry.
Some of the phone numbers you use to contact the VibePro team have changed. For now, please call 603-286-3188 with all technical support and customer care requests.
One difference you will notice is that VibePro has a new logo, symbolizing a bold evolution in the brand. The refreshed design reflects GTI Predictive’s commitment to innovation, energy, and connection. This modern visual mark sets the tone for the company’s future, aligning with its mission to reduce machine downtime through cutting-edge predictive technologies.
Machining chatter. It’s the bane of machinists everywhere, yet everyone will have to deal with it at some point. It can be very difficult to find the root cause, especially without the right tools, and it often goes unnoticed until chatter marks are visible on finished parts.
In this blog, we’ll do a deep dive into machining chatter and chatter marks, what causes them, how to diagnose the cause, and, most importantly, how to best prevent these issues from recurring.
What are Chatter Marks?
Vibration is inherent in industrial processes — many pieces of equipment used in modern machining spaces generate some level of vibration when in use. The equipment manufacturer typically accounts for these vibrations.
Occasionally, however, machinery begins to vibrate in ways that are not intended and have not been accounted for in the design process. These unwanted vibrations are called machine chatter or machining chatter.
Left unchecked, these vibrations will grow and worsen to the point where they become visible in the completed workpieces. These marks are what we call chatter marks — unwanted cutting patterns that are visible on tooled portions of a workpiece.
Aside from resulting in substandard or even completely out-of-spec parts, unattended machining chatter has a number of negative side effects:
Disproportionate and uneven tool wear
Damage to machines and machine tools
Slower work rates, which increases production cost
Material and energy waste
Types of Machining Chatter & Their Causes
Machining chatter comes in two broad categories: primary and secondary chatter.
Primary chatter includes vibrations that stem from the cutting process itself. They are often, but not always, caused by tools that have worn unevenly. Different types of primary chatter include:
Friction chatter — caused most often by uneven friction between workpiece and tool
Thermo-mechanical chatter — caused by temperature and strain rate variations in the plastic deformation zone of a workpiece material
Mode coupling chatter — caused when one vibration (typically in the thrust force direction) causes a secondary vibration (in the cutting force direction) or vice versa
Secondary chatter primarily includes vibrations that stem from uneven workpiece surfaces. They are known by a few different names — regenerative, resonance, and self-excited chatter — and occur when undulations on the surface of a workpiece cause a vibration in the tool. This vibration then spreads throughout the machine and builds as it goes. In other words, it resonates.
Preventing Chatter and Chatter Marks
Chatter is very difficult to prevent outright. As mentioned, vibrations are innate to the operation of industrial machinery: no tool wears exactly as anticipated, no raw material is completely uniform throughout, no part blank is perfectly proportioned, and so on.
That said, there are some things you can do to minimize the chance that chatter occurs and thereby reduce the rate at which chatter marks appear.
Tooling
There is a right tool for every job, and there are also close-enough tools. It can be tempting, whether for ease or cost, to settle for a close-enough tool for a job, but you’ll be at greater risk of developing chatter and chatter marks. A tool’s substrate, coating, and aspect ratio are just a few considerations. Size and shape are important considerations as well — a longer, thinner tool will vibrate much more readily than a stouter one.
Workholding
The workholding solution you use for a job is also very important, as incorrect position, poor fit, and fixture type will all affect how firmly a workpiece is held and, therefore, how much it vibrates while being machined.
Set Up & Strategy
If a machine is set up correctly — on a flat surface free of imperfections, anchored correctly, and regularly balanced and maintained — you lower your risk of developing chatter and chatter marks. Machining strategy is also important, as workpiece material, RPM, cutting path, degree of cutter engagement, and a host of other workpiece-tool touchpoints can lead to unwanted vibrations.
Vibration Analysis
While the above considerations and strategies can help to reduce the possibility of machining chatter and resultant chatter marks, they cannot completely eliminate it. Despite your best efforts, your machines will encounter unwanted vibrations at times.
That is why the best defense against chatter marks is a good offense — specifically in the form of vibration analysis.
Every machine has a telltale vibration pattern when operating smoothly. In the same way, each type of machining chatter has its own telltale vibration pattern. With a vibration analysis tool like VibePro, you can identify emerging chatter patterns before they worsen to the point of causing chatter marks. Then, rectifying the issue becomes as simple as identifying the type of chatter and alleviating or compensating for the root cause.
Machining chatter remains a headache for manufacturers. While completely eliminating it is rather difficult, savvy manufacturers can fight back by choosing quality tools, optimizing their setup, and using vibration analysis to catch problems before they spiral out of control. This is the key to minimizing chatter marks and other potential part quality issues.
In precision manufacturing, machine tool vibration is a critical factor that can significantly impact production quality and equipment longevity. All machinists deal with vibration, or “chatter,” but its complexities often go unnoticed. Let’s look at what it is, its causes, and why it’s crucial to monitor and manage it effectively.
What is It?
Machine tool vibration refers to the oscillatory motion experienced by machine tools, particularly in machining spindles and related equipment. This vibration can occur in various directions and frequencies, potentially affecting the accuracy and quality of the output.
What are the Various Types?
There are three primary types of machine tool vibration as follows:
Free vibrations – sometimes known as random vibrations, these are caused by a shock of some sort — when the tool first contacts the workpiece, when the tool strikes a particularly hard grain in the material, and so on. Free vibrations start at a high frequency and gradually lessen until gone/normalized.
Forced vibrations – which are caused when a time-varying disturbance is applied to a mechanical system. Put more simply, they are caused by forces from either within the machine tool, such as from motors, gears, etc., or from without. Forced vibrations typically exhibit a sudden spike in frequency, followed by a sharp partial drop and then a more gradual lessening until gone/normalized.
Self-excited, or resonance, vibrations – these vibrations occur when a small force — almost exclusively between the tool and chip — cause a small vibration that resonates through the machine and the workpiece, gradually building in frequency until hitting a critical mass. Self-excited vibrations are a common cause of systemic machine failure.
What Causes Machine Tool Vibration?
There are many causes for vibration. A partial list includes:
Improperly balanced rotating components
Misalignment of machine elements
Worn/damaged bearings or other internal spindle components
Uneven friction
Gear teeth meshing
Incompatible materials
Chip cross section variation
Loose components
Insufficient stiffness in tool or workpiece material
Dynamic loads
External vibrations transmitted from the environment
Self-excited vibration caused by trigger forces
Is It Bad?
The quick answer to this question is: yes. At the very least, machine tool vibration can have a negative impact on the quality of your finished parts. If the cutting tool and workpiece are vibrating against each other, cuts will come out rough and uneven or out of tolerance.
Of greater concern and expense, machine tool vibration can cause premature wear to the machine tool itself. Machine tools, and the spindles that drive them, are finely tuned but sensitive equipment. Allowing them to be subjected to vibration over a period of time can and will cause damage, leading to equipment failure and unavoidable repair or replacement.
How Can We Prevent Machine Tool Vibration?
Unfortunately, it is impossible to completely eliminate all unwanted vibration in a real-world environment. However, there are a few ways that you help to lessen them:
Where possible, isolate equipment such as pumps and motors, from your machine tools
Reduce the cutting force of the tool
Change the direction of cutting
When practical, use tools made with higher-stiffness materials
Use higher-stiffness workpiece materials
Ensure your machine tools are properly installed and aligned
Educate operators on signs of vibration and reporting procedures
Monitoring your spindles and related equipment is key. This can be done manually, or by using predictive maintenance. Consider implementing a vibration monitoring solution, such as VibePro, on your spindles. Solutions such as this can detect unusual vibration patterns early. This allows you to catch and correct problems before they grow into bigger, costlier issues.
Understanding and managing machine tool vibration is essential for maintaining high-quality production, extending equipment life, and avoiding unexpected downtime. By implementing regular monitoring and taking other proactive measures, you can keep operations running smoothly and efficiently.
This notice is to inform all VibePro 7 users about the upcoming end-of-life (EOL) for VibePro 7 and the update to VibePro 8. As of July 31st, 2024, active support for VibePro 7 will be discontinued. Starting August 1st, 2024, the only option to use VibePro 7 will be locally on your existing platform, as the ability to upload route data will stop. If You have and Use VibePro 8 you need not do anything but update to VibePro 10. This is the same exact VibePro 8 app that you were used to. It is just more features with a new name. (VibePro 10)
To ensure a seamless transition, we highly recommend migrating to VibePro 10 by July 31st, 2024. Here are the steps to follow:
From VibePro 7:
Migrate Your Plant Hierarchy: Please contact us at in**@********le.com to initiate the migration of your plant hierarchy from VibePro 7 to VibePro 10. We have a software to convert your hierarchy. VibePro 7 data will not come over.
Upgrade to VibePro 10: Download and install VibePro 10 from our website. You will not be required to pay for the upgrade until your current license expires.
Review the VibePro 10 Manual: We have made the VibePro 10 manual available for download. You can access it here. This manual will guide you through the features and functionalities of VibePro 10.
Watch the Transition Video: To help you understand the differences between VibePro 7 and VibePro 10, we have prepared a user video, available below.
From VibePro 8:
Update VibePro 8 to VibePro 10: You simply go to the App Store and manually update VibePro 8. It will reopen as VibePro 10. This will allow you to seamlessly continue your operations without any interruption. Note that you will not be required to pay for the upgrade until your current license expires.
Review the VibePro 10 Manual: The VibePro 10 manual is available for your review to help you get acquainted with the new platform. You can access it here.
We understand that this transition may require some adjustments, but we are here to support you every step of the way. Should you have any questions or need assistance, please do not hesitate to reach out to our support team.
Thank you for your attention to this important matter!
In the manufacturing sector, there’s been a trend toward having fewer people on the floor at any given time. It started with the advent of automation. Reshoring initiatives hastened it, forcing companies to run leaner operations to remain competitive. Finally, skilled labor shortages, due to several factors, have kicked this trend into overdrive in recent years. Now more than ever, companies must do more, with less.
The Future is Tech
Whether you’re frightened or excited by the idea, the future of manufacturing is technology. Staffing needs and abilities are changing, but the task demands haven’t changed. And for just about every task, technology exists that can augment or complement your existing staff.
The Role of Predictive Maintenance in Machining
Many companies still choose to run spindles and other machine tool equipment into the ground before thinking about implementing a preventative maintenance program. This is more prevalent these days, as staffing challenges and leaner budgets have become the new normal.
Here’s the reality. If your spindles are running unchecked for longer periods of time and you’re concerned about failure, and the associated headaches of downtime and unhappy customers — predictive maintenance technologies can help fill the labor gaps.
Humans have pretty good intuition, especially when it comes to how your equipment is running. Seasoned professionals can often hear or sense things that others can’t. But limits exist. We may know a machine is running hot by touching it, but we probably can’t tell why. It can be difficult to determine the source of the heat, what the precise temperature is, or how that increased temperature is impacting other components. Good news. Temperature and other sensors associated with predictive maintenance technologies, on the other hand, can. Also, as we’ve mentioned in the past, remember that if you hear concerning noises coming from your spindle, it’s often too late. The problem is usually severe, and costly repairs or replacements are unavoidable.
It’s also not economically feasible for most manufacturers to keep highly skilled, experienced, intuitive technicians on the floor 24/7, even when we’re running production 24/7. Predictive maintenance technologies empower companies to monitor spindles remotely, from virtually anywhere in the world. It has the power to give you peace of mind that your machinery is being looked after, and gives your staff the flexibility to do it reliably and remotely.
That’s not to mention:
One-time installation of sensors on difficult-to-reach equipment is far preferable to repeatedly struggling to do human checks.
Well-designed predictive analysis systems will warn you of potential issues long before they become serious ones, or even detectable by human senses.
Certain projections estimate that predictive maintenance can reduce a plant’s maintenance fees by 20% and its unplanned downtime by a whopping 50%.
Are You Ready?
Our natural limitations as humans, the constantly shifting workforce landscape, and the relentless march into the future combine to make the case for the implementation of predictive maintenance technologies plain. Almost by the day, it’s becoming more challenging and costly to keep production facilities staffed like we would 20, 10, or even just 5 years ago.
Navigating the future of manufacturing can be overwhelming, especially with buzzwords like Industry 4.0, IIoT, and cloud-based SaaS frequently mentioned. While these concepts are interrelated, they need not be daunting. You don’t have to dive in all at once. Start with one area that can move your production forward—predictive maintenance is an excellent starting point to ensure machinery operates smoothly.
Even in challenging environments, an efficient factory is a profitable factory.
We talk to a lot of people about spindle predictive analysis. In these conversations, we’ve learned that many companies are reluctant to invest in predictive analysis for their spindles. One comment we often hear is that people prefer to use their own “naked ear” to know when their spindles need maintenance or repair.
While listening is a helpful tool, when it comes to spindle maintenance, it’s more of a “last line of defense” tool than a front-line tool. If you can hear something wrong in your machining equipment, you’re often too late to avoid costly spindle repairs or replacement. Why? Most damage was done long before you could hear it happening.
The crux of what is often misunderstood about predictive analysis for spindles is that, yes, you can avoid the upfront cost of a predictive solution by relying on your own ears and waiting until you hear a problem. But your ears are not nearly sensitive enough to detect the early problems.
You not only miss out on the considerable reductions in repair costs, but also have to suffer through the unplanned downtime that a predictive solution helps you avoid. In practice, spindle predictive analysis tools allow you to hear problems in their earliest phases before they grow into much more complex (and expensive) issues.
The Value of Spindle Predictive Analysis Data
The key to developing a full understanding of spindle predictive analysis is recognizing the value of timely and accurate data. After all, the collection and analysis of data is the primary purpose of predictive analysis solutions.
Predictive analysis utilizes a variety of testing methods to collect informative data. These include vibration analysis, thermography, and ultrasound. Let’s focus on the big one: vibration analysis. Not only are vibrations the most common indication of stress in CNC machining processes, but they also can represent the most damaging threats.
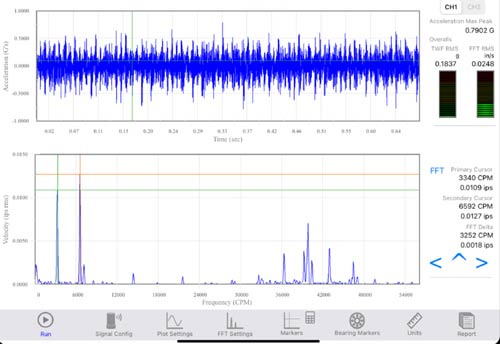
Another word for “vibration” is “frequency. As a healthy, well-balanced spindle turns it creates a specific frequency. Predictive tools monitor this frequency and watch for changes. And just as humans make sounds with our larynxes to share information — or data — with each other, your equipment’s vibrations are sharing data with you. Should a bearing start to wear or the spindle become out of balance, the frequency change is obvious, and corrective actions can be taken.
Unfortunately, no matter how finely tuned your ear is, you’re physically limited in regard to the range of vibration that you can perceive. A spindle vibration detection and analysis system, on the other hand, can perceive subtle changes far sooner than humans can — and alert you to the changes before it’s too late.
What Vibration Analysis Does
A vibration analysis system monitors these frequencies (vibrations) and helps you understand what’s vibrating, how it’s vibrating, and even why — and it can give you important clues to the failures that these vibrations can lead to.
Some of the conditions that vibration monitoring can reveal include:
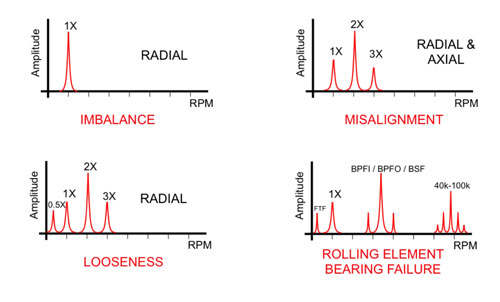
Spindle Bearing health— Bearing failure is a natural phenomenon; vibration monitoring makes tracking bearing lifecycle simple, eliminating surprise failures when done properly.
Imbalance — Often a tooling issue, but could be something else, such as a bad motor brush, for instance.
Misalignment — Shafts that are out of alignment put strain on spindles, resulting in a loss of power transmission as well as damage to, and even failure of, the bearings, couplings, and other associated components.
Looseness — Looseness in your CNC equipment manifests as vibratory sub-harmonic frequencies.
Mechanical wear— Can occur in couplings, bearings, support structures, etc. Other — These include machine drive issues, lubrication issues, and other failing internal components.
Each of these problems causes different vibrations (frequencies) and, as you use and learn a vibration monitoring system, you’ll learn to spot the signs of each. Over time, the goal is to correlate what you see in the data with what’s specifically happening within the machine.
Understanding the Data
It can seem intimidating to suddenly have access to all this data, especially before you’ve gotten a handle on how to interpret it. If you implement a high-quality spindle predictive analysis system, however, the software will help with the interpretation.
Even if you use a system like this at its most basic level — one measurement taken and recorded periodically — you’re going to see a benefit. After all, as they say, three pieces of data shows a trend, and, “a trend is your friend”. It gives you something to evaluate and compare over time.
The point is that if you are serious about reducing spindle repair and maintenance costs, and about minimizing unplanned downtime, doing the old ear check isn’t going to cut it. You need a robust set of current and accurate data — and spindle predictive analysis is the best way to get it.
Machine tool monitoring has become an indispensable asset to machine shops operating in today’s competitive manufacturing landscape. Reactive maintenance strategies are no longer sufficient in an environment where customers will not tolerate unexpected machine tool failures that impact production schedules, delivery dates, and part quality. Implementing monitoring-based predictive maintenance practices allows manufacturers to solve problems early and gain a proactive edge, ensuring efficient operations, happier customers, and cost savings.
A successful up-time strategy boils down to three actions: detect, analyze, and correct. Let’s review each:
Detect
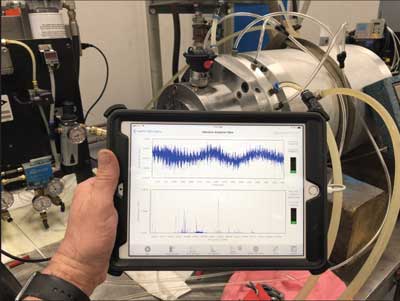
Machine tool monitoring solutions use sensors, like the one shown here, to collect key performance data.
Early detection of equipment issues is the goal for all machine tool monitoring programs. This allows maintenance teams to plan for repairs or changeouts during planned outages to minimize unexpected disruptions. Key technologies for monitoring machine health include vibration analysis and acoustic emission (ultrasound) monitoring. Vibration helps identify problems like imbalance, misalignment, and looseness before they escalate into critical failures. Ultrasound, on the other hand, excels at detecting early-stage bearing faults, often even before vibration anomalies appear. Remember, as we’ve discussed in the past, these earlier issues aren’t audible to the human ear. Therefore, having ultrasonic sensors “listening” becomes crucial.
Vibration and ultrasound technologies work together to help technicians understand what actions may be taken to correct the problem early. They can also predict how much time is left until scheduled maintenance must be planned. Through data trending, an important part of machine tool monitoring, both vibration and ultrasound measurements are watched over time to assess machine health and predict potential issues. This involves comparing collected data to established baseline levels and industry standards like ISO 10816 for vibration alert and alarm levels. Exceeding these thresholds signifies that there are potential problems that require investigation.
Ultrasound is measured in decibels (dB). Ultrasound standards developed by NASA can also be compared to the ultrasound trend. For instance, when compared to the collected baseline, an increase of 8 dB indicates that a machine tool’s bearing is under-lubricated. Lubricating the bearing will lower the ultrasound level back to an acceptable level and a new baseline can be established. An increase of 12 dB means that the bearing has moved into late-stage bearing failure.
Analyze
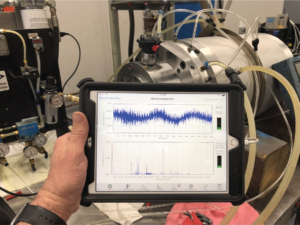
Data is collected and charted for technicians to analyze and compare against benchmark readings.
Trends are monitored until an alert or alarm sounds. Once the readings exceed acceptable vibration levels, it’s time to analyze the data. This is done by trained analysts, online analysis tools, or remote third-party professionals.
Once an issue arises, its cause must be determined. Analysis can indicate how to mitigate the problem so it can be caught early. Faults like imbalance, misalignment, and looseness cause the majority of machine tool problems, leading to bearing failure, and early intervention can prevent complete failure.
A complete Failure Mode and Effects Analysis (FMEA) should be performed to determine the root cause to eliminate and prevent this fault from occurring in the future.
Correct
Detection and analysis are a big part of any machine tool monitoring program, but correction is where the rubber meets the road. Determining when to intervene can be difficult. Here are some questions to ask:
Can or should production be interrupted to perform the repairs?
What is the cost of repair and downtime if we run it to failure?
When is our next maintenance outage and will it last that long?
Once a fault is found, it needs to be documented. Repair planning and scheduling need to happen. Parts and the proper tools need to be part of the planning and scheduling process, as well as the scheduling of the technicians and millwrights with the training and knowledge to do it right the first time.
Machine Tool Monitoring – It’s Time
Detecting, analyzing, and correcting problems early with machine tool monitoring can reduce maintenance costs by as much as 50% and increase uptime by as much as 30%. Proper training in the use and application of predictive maintenance tools is essential to your success.
Predictive maintenance solutions are becoming less expensive, simpler to use, and readily available. Is this your year to start a machine tool monitoring program?
This spindle bearing nearly failed due to stress and fatigue.
In machining, there’s no denying that some form of spindle maintenance should be in place to mitigate failures and downtime. While the ultimate goal of any maintenance strategy is to reach net-zero downtime, the method employed will dictate how close manufacturers can come to achieving that goal. Approaches to spindle maintenance fall into three categories: reactive, preventive, and predictive. Understanding these levels will help in determining which strategy is best for you.
They are as follows:
Reactive
Although dated, widely practiced reactive maintenance is just that: racing to remedy spindle failure after a fault has already occurred. With reactive maintenance, you will always experience unplanned downtime. Even if you’re prepared and have a back-up spindle on hand, swapping them out gobbles up time and labor resources. In addition to costly production halts and delayed schedules, the spindles themselves are prone to a shorter life expectancy as they are run closer, if not to a literal breaking point. Since reactive methodologies often result in finding quick solutions, spindle efficiency is greatly reduced. This affects both its health and the organization’s bottom line as additional resources are consumed to keep pace with production timetables. This is especially true when smaller spindle issues are ignored at first. Remember, as we mentioned in the past, if you can hear a spindle issue, chances are it’s in a later stage of failure. The later the stage, the greater the failure, and costlier it is to repair or replace it.
Preventive
Also known as planned maintenance, preventive maintenance is the first tier of machine monitoring that is tailored to reduce occurrences of unplanned downtime. Conducted based on usage or time triggers, spindle maintenance is routine. While this strategy is effective in avoiding unplanned downtime, the cost of servicing machines based on usage as opposed to analytics results in some cases, over-servicing the machines. It also requires exceptional record keeping, and a commitment to sticking with the schedule. It’s easy to put off, especially if the machining center is in the middle of a production run. But kicking this can down the road is risky and could lead to much bigger, yet completely avoidable breakdowns and repairs.
Predictive
A tech monitors the health of a spindle using our VibePro Spindle Monitoring Software.
Driven by the Internet of Things (IoT) and rooted in data collection and analytics, predictive maintenance utilizes spindle condition monitoring to pinpoint at-risk units and identify smaller issues before they get out of hand. This is in stark contrast to reactive and preventive strategies.
Predictive maintenance programs provide floor technicians with the ability to not only identify faults, but also enable informed diagnoses to enhance efficiency and extend a spindle’s life expectancy. In addition to monitoring vibrational and ultrasonic frequencies, many predictive programs utilize thermography technology to identify the slightest decrease in performance so it can be corrected quickly to minimize downtime.
As the most proactive approach to managing machine health, a well-designed predictive maintenance program, employing solutions such as our VibePro spindle monitoring system, can decrease manufacturing costs by reducing downtime and maximizing machine efficiency.
To enjoy the operational benefits and cost savings of predictive strategies, contact us to learn more about our powerful, industry-changing machine tool monitoring solutions.
Bearing failure is a leading cause of spindle breakdowns. The truth is, it’s easy to take bearings for granted. Out of sight, out of mind. But bearing systems are at the heart of every spindle and can’t be forgotten. They’re highly engineered and manufactured to hyper-precise tolerances. As such, they require strict maintenance protocols and ignoring these protocols can rapidly lead to otherwise avoidable bearing failure and costly spindle repairs.
In the best-case scenario, bearing failure puts your spindle out of action until it can be swapped out, leading to unproductive downtime and high repair/replacement costs. That’s the best case: in the worst case, failed bearings can do tremendous damage on the way out, potentially ruining the spindle. Repair costs are now in the several thousand-dollar range, deadlines are missed, and everyone gets frustrated – customers, your employees, and management.
Fortunately, the bearings in modern spindles fail in four distinct, identifiable stages. This is good news because — with the right attitude about maintenance and with a good predictive monitoring system in place — you can closely track your bearings’ health and schedule repair or replacement prior to failure.
Stage 1: Normal Operations
Because of the immense physical stresses they’re subjected to, bearings’ first stage of failure typically falls well within normal operations parameters. At this stage, vibrations at ultrasonic frequencies — from 1,200K to 3,600K cycles per minute (CPM), or 20,000 to 60,000 Hertz (Hz) — indicate that lubrication in the bearings is beginning to thin and bearing-to-raceway contact has begun.
Check lubrication levels, increasing or amending as necessary, and continue production.
Stage 2: Micro-Pitting
Left unmitigated, decreased bearing lubrication leads to increased friction, which contributes to the development of micro-pitting on bearings as well as raceways, which in turn further increases friction. Bearings exhibiting advanced micro-pitting will generate resonance detectable in the range of 120k to 480k CPM (2,000 to 8,000 Hz).
Though plant owners and managers are often hesitant to do so, it is at this point that bearings in highly critical machinery should be replaced, ideally at the next reasonable opportunity.
Stage 3: Increased Wear
This spindle bearing failed due to lack of proper lubrication.
Bearings at stage 3 of failure display plainly visible imperfections if disassembled and observed. In terms of vibration, harmonic frequencies appear, as well as sidebands, which are additional modulator frequencies that bracket the primary frequency.
At this point, both critical and non-critical equipment should be shut down for immediate bearing replacement.
Stage 4: End of Life
Evident in the reduction and ultimate loss of standard vibration frequencies, plus the rise of random vibration spikes (particularly in the lower frequencies), stage 4 bearing failure indicates that your bearings have entered the end of their usable life.
At this point, failure is imminent. Ideally, no equipment should ever be pushed to this point.
Vibration Monitoring and Predictive Maintenance
As we’ve alluded to, deciding when to repair or replace bearings in equipment can be a bit of a balancing act.
In reality, it is common to find plant owners and managers who push their equipment right up to the breaking point, thinking (incorrectly) that this is the best way to get the most out of their spindle — their machinery goes down less often, but the repair costs and downtime costs can be immense.
In a perfect world, every plant manager replaces bearings at the first reasonable opportunity after bearings enter stage 2 — this requires equipment to be brought down more often (relatively speaking), but for shorter durations and at dramatically lower costs. A realistic solution is, perhaps, somewhere in the middle.
Whatever your philosophy, it is important to know the status of your bearings’ health at all times. The only way to do this effectively is with a well-designed network of vibration sensors connected to high-quality vibration monitoring and analysis software, such as our VibePro spindle monitoring system. With this type of predictive maintenance program in place, you can easily find a safe, cost-effective balance between production and maintenance.
Equipment maintenance is one of the biggest cost centers for many manufacturers. Machine tool operators are certainly no exception to this rule. Maintenance programs of the past sought to increase the uptime and lifespan of spindles by ensuring they were well cared for on a routine basis, thus minimizing the chance that they would break down at the worst possible time (which they always seem to do), halt production, and negatively impact work order completion rates.
More and more machine shops are now looking to technology to see how investing in sensor systems and data analytics software might further optimize productivity, uptime, and profit. This is achieved by minimizing spindle repair costs and downtime by conducting maintenance before minor issues lead to much costlier ones. This is the key to success with any predictive maintenance program.
Why is Predictive Maintenance Easier Now than Before?
While the concept of predictive maintenance isn’t new, it’s much easier and more affordable today due to technological advancements in sensors, data storage, and AI-driven analytical software. These three key pieces of technology combined, provide the ability to intelligently predict maintenance and service requirements. They yield higher levels of accuracy as they can track and analyze current machine readings and historical data, measured against expected machine performance.
Sensor Accuracy and Lower Data Storage Costs Make Predictive Maintenance Affordable
It’s important to appreciate just how quickly technology has progressed in the previous two decades. Not only have our devices gotten smarter but the cost of accessing high-speed internet and cloud data storage has made accessing “big data” a possibility for almost every business. This combined with the increased accuracy and effectiveness of sensor technology means that many machine shops can invest in a predictive maintenance solution with very low overheads.
However, it’s vital to understand that predictive maintenance programs are only as good as the historical data they use. This is why it’s crucial to start collecting benchmark data from the day your new or repaired spindle is installed, as we discussed in a previous blog. Delaying investment in predictive maintenance prolongs the time it takes for a business to collect the mission-critical data required for these programs to be effective, competitive, and show a return on investment.
What Are You Waiting For?
So, for those of you who haven’t implemented a predictive maintenance program to protect your spindles: what are you waiting for? Now is the time to do it since system costs are relatively lower, while accuracy is up. Having an affordable yet proven solution in place is like having a crystal ball. It will allow you to diagnose and resolve relatively minor spindle problems before they grow into much larger, costlier ones. This adds up to lower repair and replacement expenses over time, less downtime, and happier customers. All of which contributes to a healthier bottom line.

 Humans have pretty good intuition, especially when it comes to how your equipment is running. Seasoned professionals can often hear or sense things that others can’t. But limits exist. We may know a machine is running hot by touching it, but we probably can’t tell why. It can be difficult to determine the source of the heat, what the precise temperature is, or how that increased temperature is impacting other components. Good news. Temperature and other sensors associated with predictive maintenance technologies, on the other hand, can. Also, as we’ve mentioned in the past, remember that if you hear concerning noises coming from your spindle, it’s often too late. The problem is usually severe, and costly repairs or replacements are unavoidable.
Humans have pretty good intuition, especially when it comes to how your equipment is running. Seasoned professionals can often hear or sense things that others can’t. But limits exist. We may know a machine is running hot by touching it, but we probably can’t tell why. It can be difficult to determine the source of the heat, what the precise temperature is, or how that increased temperature is impacting other components. Good news. Temperature and other sensors associated with predictive maintenance technologies, on the other hand, can. Also, as we’ve mentioned in the past, remember that if you hear concerning noises coming from your spindle, it’s often too late. The problem is usually severe, and costly repairs or replacements are unavoidable.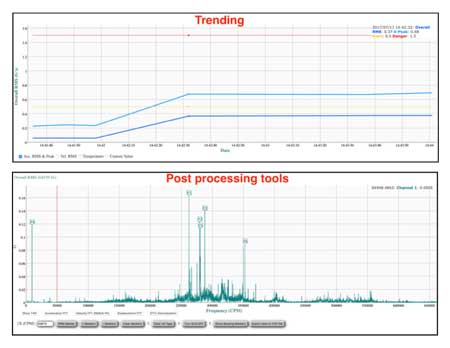
 Each of these problems causes different vibrations (frequencies) and, as you use and learn a vibration monitoring system, you’ll learn to spot the signs of each. Over time, the goal is to correlate what you see in the data with what’s specifically happening within the machine.
Each of these problems causes different vibrations (frequencies) and, as you use and learn a vibration monitoring system, you’ll learn to spot the signs of each. Over time, the goal is to correlate what you see in the data with what’s specifically happening within the machine.



 Equipment maintenance is one of the biggest cost centers for many manufacturers. Machine tool operators are certainly no exception to this rule. Maintenance programs of the past sought to increase the uptime and lifespan of spindles by ensuring they were well cared for on a routine basis, thus minimizing the chance that they would break down at the worst possible time (which they always seem to do), halt production, and negatively impact work order completion rates.
Equipment maintenance is one of the biggest cost centers for many manufacturers. Machine tool operators are certainly no exception to this rule. Maintenance programs of the past sought to increase the uptime and lifespan of spindles by ensuring they were well cared for on a routine basis, thus minimizing the chance that they would break down at the worst possible time (which they always seem to do), halt production, and negatively impact work order completion rates. It’s important to appreciate just how quickly technology has progressed in the previous two decades. Not only have our devices gotten smarter but the cost of accessing high-speed internet and cloud data storage has made accessing “big data” a possibility for almost every business. This combined with the increased accuracy and effectiveness of sensor technology means that many machine shops can invest in a predictive maintenance solution with very low overheads.
It’s important to appreciate just how quickly technology has progressed in the previous two decades. Not only have our devices gotten smarter but the cost of accessing high-speed internet and cloud data storage has made accessing “big data” a possibility for almost every business. This combined with the increased accuracy and effectiveness of sensor technology means that many machine shops can invest in a predictive maintenance solution with very low overheads.